|
Главная / Каталог статей / Ремонт, монтаж
Соединение труб муфтами грувлок: что это такое, как и когда применяетсяИдея сборки трубопровода из сегментов с подготовленными пазами при помощи чугунных муфт принадлежит английскому военному инженеру Эрнесту Трайбу. Он получил патент на муфтовое трубное крепление весной 1919 года. Основанная Трайбом в США компания Victaulic продолжает выпуск различных муфт и фасонных частей для пазовой сборки труб по настоящее время. В России разъемное соединение трубопровода специальными муфтами известно под прозвищем «грувлок». Это обобщенное наименование происходит от серии двухболтовых муфт Gruvlok, выпускаемой американским предприятием Viking Group Inc и применяемой в отечественных трубопроводах с середины «нулевых». Построение трубопровода разъемными соединениями грувлок выполняется с использованием специальной муфты и уплотнительного кольца, монтируемых на трубах с подготовленным пазом. В отличие от «жестких» соединений – сварных и клеевых – сформированную на грувлоках трубную коммуникацию можно собирать-разбирать неоднократно при полном сохранении надежности связей между сегментами труб. Бессварные соединения пазовыми муфтами применимы для медных, алюминиевых и стальных труб, подвергнутых предварительной накатке либо нарезке желобков.
Как устроен грувлокДля построения простейшей грувлочной линии необходима специальная муфта в комплекте и две трубы с нанесенными желобками (также канавками). Грувлок муфты и фитинги изготавливаются из ковкого чугуна, а также из нержавеющей стали. Диапазон диаметров – от однодюймового (DN25) до 14-ти дюймового (DN350). Обычно их окрашивают на производстве эпоксидными ЛКМ оранжевого или красного цвета, либо выполняют горячее цинкование. Соединяющие половины муфты болты и гайки производятся из углеродистой стали, на их поверхность гальваническим способом наносится цинковый слой. Прокладки специального сечения под грувлок-соединение обычно выполнены из резины EPDM, сохраняющего уплотняющие свойства при температурах от -34 и до +110оС. Виды муфт для пазового соединения трубопроводаВ линейках производителей грувлочных (пазовых) элементов крепления труб имеются муфты двух основных типов: жесткие и гибкие. Они одинаково выполнены из чугуна или стали, крепятся болтами поверх резиновой прокладки и по подготовленным пазам – их отличие лишь в порядке размещения на трубе, влияющем на дальнейшую эксплуатацию трубопровода.
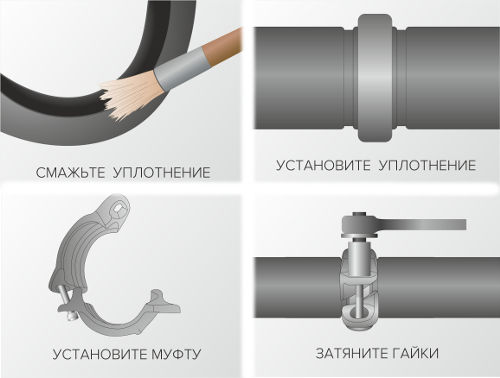
Гибкие муфты необходимы при сборке трубопровода с компенсацией температурного расширения, с одновременным препятствованием угловому и линейному смещению трубных сегментов. Установка гибкой муфты осуществляется без захвата дна паза, но с формированием надежного торцевого стыка. Этот тип грувлочного соединения способен компенсировать температурное сжатие и расширения трубопроводной линии, гасить вибрацию и выправлять торцевую несоосность труб. Как выполняется монтаж пазовых муфтТорцы обеих труб с подготовленными пазами очищаются от загрязнителей. Затем уплотнительная манжета надевается на торец одной из труб полностью, без выступающего наружу края. Перед этим ее необходимо промазать изнутри силиконовой смазкой (важно не допустить попадание пыли!). Поверх прокладки укладываются половинки муфты. По краю каждой половинки выполнены выступы, которые заводятся в желобки на соединяемых трубах. Следом производится постепенная затяжка двух болтов муфты с использованием динамометрического ключа. Последнее условие обязательно – усилие затяжки должно быть строго выверенным. Если болтовую затяжку грувлочной муфты выполнять с большим крутящим моментом, то возникнет риск повреждения корпуса и самих болтов. Если же закручивать с малым моментом – увеличивается вероятность не докрутить и получить протечку. Оптимальные диапазоны крутящего момента при затяжке определенных муфтовых болтов, контролируемые динамометрическим ключом:
Процесс уплотнения межтрубного стыка при сборке на пазовые муфты происходит в три этапа:
В результате достигается необходимая герметичность стыка, лишь возрастающая под высоким давлением в сформированном при помощи пазовых муфт трубопроводе. Как подготовить трубы под грувлочное соединениеДля построения трубопровода с бессварочным креплением сегментов применяются водогазопроводные (ГОСТ 3262-75) и электросварные (ГОСТ 10704-91) трубы с условным проходом (DN) от 25 до 350 мм, с толщиной стенки от 2,8 до 6 мм. Предельная длина трубы под грувлок зависит от ее условного диаметра. Соответственно, для труб с DN менее 40 в трубопроводе с разъемными соединениями наибольшая дистанция между муфтами должна быть 3,7 м. Если используются трубы с DN от 65 до 200, то длина их не должна превысить 4,6 м. Трубы с DN от 250 до 300 должны быть не длиннее 4,9 м, а с DN350 – максимальной длины в 5,5 м.
Его основным инструментом является стальной накатный ролик, работающий в паре с опорным роликом. Совместно они подавливают стенку вращаемой станком трубы, формируя пазовый желобок определенной глубины и ширины. Глубина паза в процессе продавливания регулируется многоступенчатой шайбой. Подачу накатного ролика выполняет масляный гидравлический цилиндр, давление в котором поддерживается механически или гидравлическим насосом. Станки для грувлок-соединения имеют разную мощность и, соответственно, различную производительность. Выпускаются даже модели с ручным приводом, позволяющие готовить трубы на месте построения трубопровода – для крупных рабочих объемов они не годятся, однако для небольших объемов, к примеру, при выполнении ремонта вполне пригодны. Накаткой допустимо изготавливать желобки на электросварных и водогазопроводных трубах с толщиной стенки 2,8-4,0 мм. Глубина желобка выполняется 0,38-0,64 мм, ширина 7,14-8,74 мм. Нарезка пазов на водогазопроводных и электросварных трубах происходит на фрезерном станке. В 20 веке пазовая сборка трубопроводов специальными муфтами производилась только с фрезерованием канавок на трубах в условиях цеха, что достаточно трудоемко и дорого. Поэтому построение трубных систем грувлок-соединениями было непопулярно, им пользовались в основном на наиболее ответственных участках, испытывающих вибрационное (сейсмическое) воздействие, а также при недопустимости сварочных работ. Сегодня пазовое фрезерование используется при потребности строительства трубопроводной коммуникации из толстостенных и/или имеющих большой диаметр труб. Под резку опорной канавки для накладной муфты подходят трубы со стенкой от 4,0 до 5,5 мм. Глубина паза для них составляет 0,38-0,64 мм, его ширина – 7,95-9,53 мм.
Важно: точные параметры нарезанного или накатанного паза под разъемное соединение не универсальны, они зависят от толщины стенки трубы и технических особенностей пазовой муфты определенного производителя. Следует внимательно изучить техдокументацию по грувлочным муфтам, приобретенным под конкретный проект трубопровода!
Кольцевое соединение муфтами используется для толстостенных труб и/или имеющих крупный диаметр. Подготовка паза на трубе диаметром более 350 мм сложна, для этого требуется оснащать предприятие габаритным спецоборудованием. Что касается труб с толстыми стенками (свыше 9,5 мм) – нарезка паза для них нецелесообразна. И хотя наварка колец увеличивает трудоемкость работ с трубопроводом, результат будет более чем эффективен. Кольцевые муфты обеспечивают максимально надежное и герметичное соединение трубных сегментов, т.к. у колец контактная поверхность с муфтовыми выемками выше, чем у пазовой грувлок-связи. И поэтому наваренные кольца держат в 2-3 раза более высокое усилие сдвига. Достоинства грувлочного соединения трубТрубопроводные пазоразъемные муфты широко используются при монтаже стальных труб для систем пожаротушения, водоснабжения (горячего, холодного) и нефтепровода, рассчитанных на рабочее давление не более 3 Мпа.
Выстроенные на разъемных муфтах грувлок трубопроводы легко обслуживаются, поскольку любое соединение можно неоднократно разбирать и повторно использовать. Это позволяет легко выполнять перепланировку помещений и вносить реконструкционные изменения в трубопроводную систему без потребности в слесарных и сварочных работах. По сравнению с фланцевыми соединениями, требующими ежегодной подтяжки из-за ослабления болтовой затяжки, грувлок-муфты в корректирующей подтяжке не нуждаются – уплотнение их соединения происходит под воздействием давления в рабочей среде трубопровода. Благодаря двухсекционному корпусу грувлочная муфта легко монтируется в участках ограниченного доступа. Любую муфту и фитинг подобного рода допустимо проворачивать перед затяжкой на 360о, что позволит выровнять трубопроводную конструкцию или скорректировать участок существующей системы, к примеру, добавив новое ответвление. Муфты грувлок допустимо использоваться в целях компенсации теплового расширения/сжатия в комплексе трубопровода при полном сохранении его герметичности. В ряде случаев это дает возможность исключить обычные устройства (петли, компенсационные швы и др.) расширения из конструкции трубной системы, что дает экономию рабочих и финансовых затрат. Выстроенный на бессварных муфтовых соединениях трубопровод будет изолирован от шумов и вибрации, распространяемых при иных способах жесткого соединения. Свойственное грувлочной сборке труб угловое отклонение обеспечивает компенсацию напряжений в подземных трубопроводных системах, вызванных сейсмической активностью. Крупнейшими производителями пазовых муфт типа «грувлок» являются Victaulic Co (США), Viking Group Inc (США), Dinansi s.r.o. (Словакия) и Modgal Metal Ltd (Израиль). В России выпуск грувлочных муфт и фитингов осуществляет ЗАО «ПО «Спецавтоматика». Видео о применении муфт грувлокКак наносится желоб на трубу при помощи станка желобонакатчика на месте работ, как монтируется грувлочная муфта:
Как происходит компенсация температурного расширения в трубопроводе, собранном на гибких грувлочных муфтах:
В сравнении с классическими видами трубных соединений, недостаток муфт грувлок только один – достаточно высокая цена. Плюс необходимо спецоборудование для подготовки труб к монтажу, тоже недешевое. Хотя передвижной желобонакатчик можно арендовать, если объем работ относительно небольшой. Тем более что спецподготовки операторам накатки пазов на трубах не потребуется, поскольку работать с желобонакатчиком несложно. 07.10.2019 Автор текста: Абдюжанов Рустам
|