|
Главная / Каталог статей / Стеновые материалы / МДФ, стеновые панели, вагонка
МДФ плиты – технология производства и характеристикиПрототип древесноволокнистой плиты впервые был получен Уильямом Генри Мейсоном, изобретательным инженером из США. В 1924 году он упорно занимался созданием технологии производства картона или, хотя бы, фанеры из отходов лесопильных предприятий – опилок, стружки и щепы. Первая задача – разделение бросовых фрагментов древесины на волокна – более-менее успешно ему удалась. Мейсон создал «паровую пушку», позже названную его именем – труба из стального сплава, с одного торца полностью заварена, с другого имеющая сдвижную крышку, снять которую можно было удаленно. Работала пушка Уильяма Мейсона так – после закладки мелкой щепы и стружек внутрь, залива нескольких литров воды, свободное отверстие плотно затворялось крышкой. Ближе к «заваренному» концу трубы изобретатель размещал газовую горелку – пламя нагревало воду, превращая ее в пар. Выждав, пока давление не достигнет определенного значения, Мейсон тянул за ручку и сдвигал крышку – стремясь уровнять давление пар вместе с частицами древесины мощным потоком выбрасывало из ствола «пушки» на предварительно выставленный напротив приемный бункер. В результате значительная часть стружек и пр. разделялась на волокна. Воодушевленный успехом, Мейсон принялся работать над производством бумаги. Однако ни бумаги, ни даже картона из древесных волокон создать не удалось – даже в расслоенном состоянии древесные частицы были чрезмерно крупны. Не привыкший сдаваться просто так, Уильям Мейсон переориентировался на получение древесной плиты, которую можно было приспособить под стройматериал. Арендовав паровой пресс старой модели, американский изобретатель поместил древесные волокна на его нижнюю плиту, аккуратно распределив их в форме ковра. Поскольку эксперимент проводится из волокон, полученных при помощи «пушки» этим утром, их укладку Мейсон часам к 12 дня. Он рассчитывал запустить пресс на полтора-два часа, не более, но голод вынудил его оставить эксперимент и отправиться домой на обед. И если бы не две ошибки, допущенные в тот день Уильямом Мейсоном, то древесноволокнистые плиты были бы созданы значительно позже – инженер не проверил все узлы старого пресса на исправность (паровой клапан на верхней прижимной плите протекал), он позабыл отключить пресс перед тем, как направиться к обеденному столу. А путь от лесопилки, где проводились исследования, до дома инженера был не близок…
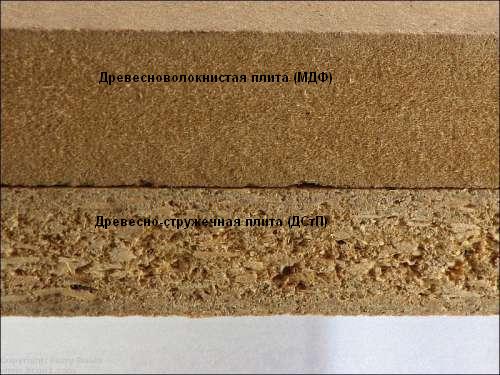
Русская транскрипция МДФ адаптирована от английского MDF, означающего medium density fiberboard, в переводе – средней плотности древесноволокнистая плита. До середины XX века потребности в плитах из древесных волокон не существовало, хотя их технологические компоненты – тот же масонит Мейсона и первая фенолформальдегидная смола «бакелит» химика Лео Бакеланда – были уже известны промышленникам. Серийный выпуск плит MDF стартовал в США ближе к концу 60-х, причем одновременно на нескольких предприятиях, принадлежавших различным компаниям. Все производители использовали в те годы схожую технологию выпуска древесноволокнистых плит, с уверенностью назвать среди них первую компанию-изготовителя не представляется возможным. В Советском Союзе "толстые" плиты из древесных волокон не производились – считалось, что древесно-стружечных плит (ДСтП) более чем достаточно. С ориентацией на российскую мебельную промышленность первое производство отечественных древесноволокнистых плит стартовало в поселке Шексна (Волгоградская обл.) в 1997 году. С начала XXI века Китай – мировой лидер в производстве плит MDF, а также мебели и прочих изделий из этого материала.
Технология производства МДФ плитПервый и повсеместный метод изготовления плит из древесных волокон был «мокрым» и мало чем отличался от техники выпуска картонных листов. Впоследствии была разработана технология, позволяющая обходиться без воды – именно ее используют производители MDF сегодня. Рассмотрим этапы «сухого» выпуска древесноволокнистых плит средней прочности. Заготовка щепы. Породы древесных стволов, поступающих на производство МДФ плит, могут быть различными – в составе одной и той же плиты, как правило, волокна нескольких деревьев. Лес-кругляк помещают в станки барабанного типа, в процессе вращения которых встроенные ножи полностью срезают и удаляют кору. Далее, в дезинтеграционных машинах, оснащенных массивными рубящими ножами, окоренный кругляк становится щепой. Помимо разделки древесины на щепу, рубка снижает связи между волокнами, которые обеспечивает древесный полимер лигнин. Нарубленная щепа поступает на конвейерную ленту и следует под несколькими электромагнитами, извлекающими из нее частицы металлов. Следом щепу сортируют в виброситах – излишне крупная вновь идет на рубку, чрезмерно мелкая щепа поступает в бункер-накопитель отходов и затем будет сожжена в печах котельной. Древесные частицы необходимого диапазона размеров направляется на мойку в циклоны вертикальной установки – в них из щепы устраняется мусор и примеси минералов. Подготовленная к следующей операции – обработке паром – щепа следует в бункер, где прогревается до температуры в 100оС с доведением степени ее влажности до 80% по всему объему. Получение древесного волокна. Горячая и влажная щепа загружается в специальную установку – дефибратор (второе название – рефинатор). Шнек питателя прогоняет частицы древесины через каскад лопаток дисковой и конической формы, разделяя их на волокна. Операция деления повторяется два-три раза, для этого необходимое число установок-дефибраторов выставляются друг за другом в единый каскад. Для более эффективной разбивки щепы на волокна в емкость дефибраторов закладываются фенолформальдегидные смолы, парафин, связующие материалы и отвердители. Полученные в дефибраторах древесные волокна направляются в сушилку, в процессе следования они постоянно обрабатываются паром. Внутри сушилки на волокна воздействует уже не пар, а сухой воздух, имеющий температуру в диапазоне от 170 до 240оС – срок сушки короток, не превышает 5 секунд. Осушенные волокна древесины (влажность не более 9%) загружаются в циклон, задача которого – вывести из массы волокон избыточный объем воздуха. Волокна, готовые к производству древесноволокнистых плит, накапливаются в бункере. Образование ковра и прессование плит МДФ. При движении по конвейеру древесным волокнам придается форма непрерывного ковра, для чего поток волокон прикатывается роликами. Первичное прессование волокнистого ковра проводится при помощи обычного пресса и преследует одну цель – полностью устранить из будущей MDF плиты воздух. По окончании этой операции выполняется основное прессование (горячее), проходящее в три этапа:
Готовая плита МДФ непрерывной полосой выходит из-под калибровочного пресса, далее ее нарезают на блоки заданных размеров циркулярными пилами. Разрезанные плиты укладываются на стеллажи для охлаждения, на эту операцию уходит порядка 25 минут. Несмотря на серию прессовочных работ плиты MDF все же имеют некоторые поверхностные изъяны и небольшой, в несколько миллиметров, перепад по толщине. Их устраняют на плоскошлифовальных станках. Готовая продукция маркируется и помещается на склад, либо следует в цех, где поверхностям плит придается декоративная отделка. Ламинирование МДФ плитДля этого на поверхности плиты наклеивается поливинилхлоридная пленка с определенным окрасом – под породы древесины, природного камня, либо однотонного цвета, поверхность при этом может быть матовой или глянцевой. Пленка пвх крепится под прессом, фенолформальдегидные смолы обеспечивают клеевой слой. Преимущества ламинированного МДФ – его поверхности успешно противостоят механическим воздействиям и ультрафиолетовым лучам, в них не накапливается электростатика.
Шпонирование древесноволокнистых плит выполняется путем наклеивания тонкого шпона ценных пород древесины, клеевой слой обеспечивают фенолформальдегидные смолы. Преимущества шпонирования – внешне шпонированный МДФ никак не отличим от панелей из натуральной древесины, в отличие от которой не подвержен короблению и рассыханию (растрескиванию), значительно более стоек к воздействию влаги. Характеристики плит МДФВ России единого стандарта на древесноволокнистые плиты не существует – он все еще не разработан. Отечественные производители, в числе которых ООО «Шекснинский КПД», ОАО «Лесплитинвест», ООО «Кроностар» и др., либо следуют требованиям нормативов ANSI A208.2, действующих в Евросоюзе, либо разрабатывают свои собственные ТУ. Выпускаются плиты двух сортов, I-го (без изъянов) и II-го (с некоторыми, не влияющими на прочность дефектами), 6-24 мм толщины, прочность связей между древесными волокнами обеспечивают природный полимер лигнин и карбамидоформальдегидные смолы. МДФ панелей и плит, созданных только при помощи лигнина, в действительности не существует.
Плюсы плит МДФ:
Минусы MDF:
Область использования плит МДФДревесноволокнистые панели популярны у дизайнеров – из этого материала выполняется декоративная обшивка потолков, создаются воздуховоды, подоконники, эстетически привлекательные и прочные створки межкомнатных дверей. Строители пользуются выполненными из МДФ тавровыми балками – их закладывают внутрь балок при создании межэтажных перекрытий в процессе монолитных строительных работ. Зачастую из водостойкой модификации MDF выполняется кровельная обрешетка, для большей защиты покрываемая лакокрасочными материалами на масляной основе. Но более всего МДФ плиты применимы в мебельной промышленности. Разработанная техника гнутья конструкционных элементов из склеенного древесного волокна позволила создавать из этого материала кресла и стулья, изящные спинки кроватей. Как правило, вся мебель для помещений с высокой атмосферной влажностью (санузлов, кухонь) выполняется из шпонированного или ламинированного МДФ. В завершенииВыбирая изделие из МДФ или сами плиты, важно выяснить, какие эксплуатационные характеристики заложены производителем в процессе изготовления этих материалов. К примеру, только лишь наименование «древесноволокнистая плита средней плотности» вовсе не означает высокую стойкость к влаге – по факту этот показатель может оказаться куда ниже, чем заявлял продавец. Наконец, следует обратить внимание на приведенный класс эмиссии формальдегида – обозначение «E2» свидетельствует, согласно европейским стандартам, о недопустимости использования таких изделий в жилых помещениях. 07.09.2014 Автор текста: Абдюжанов Рустам
|